




山东博瑞特智能科技有限公司为您提供深圳喷煤自动化制造厂家相关信息,根据现场的实际情况,系统的控制设备主要分布在总控室和现场设备控制站。竖炉部分的控制箱都放在了总控室。按照竖炉球团自动系统的控制要求,系统可分为一层为处于系统底层——设备层。该层主要有电动蝶阀、放散阀、各种仪器仪表、变频器以及快切阀等。主要完成生产设备的操作和工艺参数的监测,执行来自PLC的程序指令,并做出相应的操作或显示实时监测数据参数。高炉喷煤自动化控制系统的目标是保障系统长期稳定、安全、可靠运行,以适应高富氧、大煤量喷吹的要求。系统要求对系统各部位的温度、压力、流量、气氛分析等进行动态连续显示。实现系统超标及故障报警及故障启停。对运行中的设备及料仓料位进行实时监控。实现工艺流程设备的逆料流顺序启动。实现喷粉的倒罐作业。实现工艺流程设备的选择和取消功能。准确无误的统计、打印各类报表,进行生产管理
深圳喷煤自动化制造厂家,高炉喷煤是以价格低廉的煤粉代替价格昂贵的焦炭,使高炉炼铁焦比降低,生铁成本下降,同时有利于稳定高炉操作及炉温控制。高炉喷煤的连续性、稳定性对高炉的稳产、顺产、高产起着重要作用。传统的高炉喷煤采用手动喷吹方式,喷吹效果受操作工水平影响,并且只计算小时喷煤量,难以实时控制。通过对高炉喷煤系统进行自动化改造,实现高炉喷煤的均匀喷吹与准确喷吹,对高炉稳产、顺产、高产有重大意义。喷煤控制精度得到提高。全自动喷吹以中速磨为核心,进行连锁控制,同时实现了对下煤量、煤温、喷煤量、充压稳压自动调节及自动倒罐。在自动控制及计量和调节精度方面,按照高炉要求自动调节,喷煤量计量精度可以控制在1%误差范围内,各风口喷吹煤粉的均匀性控制在4%的误差范围内。与以往手工计算调节控制相比,更加准确合理。
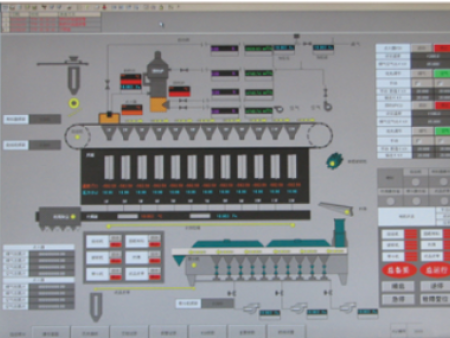
二层为PLC控制层,主要完成各种操作、实时和历史参数的监测、连锁动作、报警的自动处理等功能。完成整个系统PLC站的控制网络集成,负责接收从设备层传送的信息、数据和上位机控制的命令,并将这些命令再反馈到设备层,完成信息层与设备层之间的信息、数据、命令传输及交换。三层为信息层,即上位机控制层。在该竖炉球团控制系统,信息层由三个监控机构成,而监控上位机是由工业控制机(Pc机)、液晶显示器和相关网络通信设备等组成。完成实时监测参数和现场设备运行状态的控制,历史数据的记录、查看,报警与故障的提示和处理、实时和历史曲线的查看等功能。

自动配料控制系统厂家,采用计算机集中控制,对各个检测参数进行集中显示,对主要生产过程进行自动控制。采用三电一体化控制,主体工艺采用三电合一的控制思想,实现仪表、电气及自动控制系统的集成控制,系统采用集散型PLC实现分布式网络控制,确保系统运行稳定可靠。在完成基础级自动化的基础上,统一规划网络结构,预留与企业管理级系统的通讯接口。球团竖炉工艺流程介绍混料烘干搴。铁精矿原料、二次资源和膨润土配料后的混合料用Ø3.2×20nl圆筒烘干机进行混匀、烘干。烘干机的工作原理是借助圆筒旋转,在扬料板的作用下使物料抛落混合,同时来自烘干炉的燃烧废气与物料气固逆向热交换来烘干混合料。依据红外水分仪对烘干后混合料水分的在线检测结果,来判断和控制烘干效果,从而完成对混合料的混匀、烘干和提高料温的任务。
调节电磁振动给料机和布料机的布料频率,控制其速度,使其速度达到优化模型中的较大速度。通过控制煤气、助燃风和冷却风的调节阀,使助燃风与冷却风流量的比值在优化模型给定参数的范围内,在焙烧过程中达到较好的燃空比值。通过一段时间的运行,提高了竖炉球团的生产效率,上节省了煤气和风机的电耗,由此可证明该优化模型的设计是合理的。按工程中工艺要求编制相应的控制软件,主要实现以下功能●制粉电气控制系统设备连锁控制;给煤磨煤控制;升温炉燃烧控制;升温炉送风控制热烟气引风控制;收粉控制;磨煤机入口负压控制;磨煤机出口温度控制;工艺参数测量监视;操作数据设定;数据整理及传送;设备状态监视。●喷吹电气控制系统喷吹罐自动加料控制;喷吹罐自动换罐控制;喷吹罐自动放散控制;喷吹罐加压控制;氮气温度和压力控制;工艺参数测量测量监视;设备安全连锁控制;数据整理及传送;设备状态监控;生产报表。





