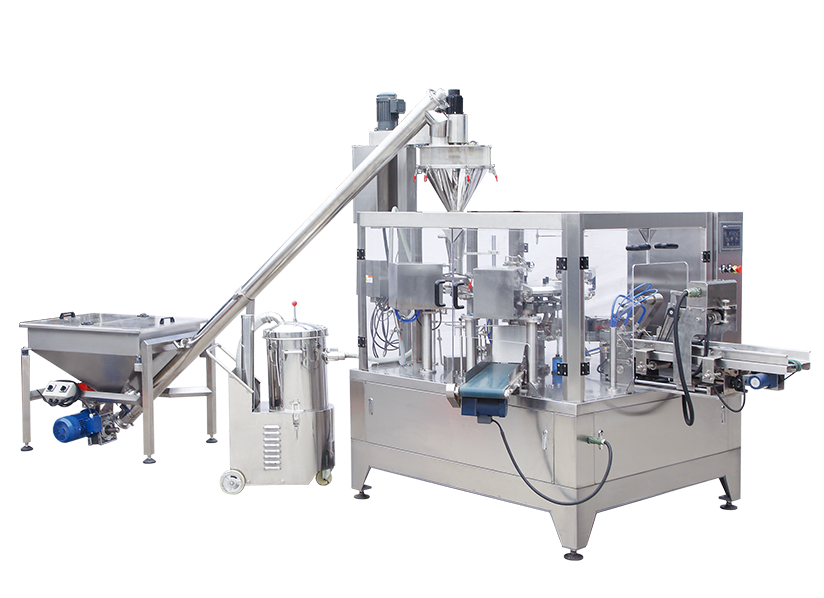
浙江简正机械有限公司为您提供酱液包装机供应商相关信息,针对拉链自立袋特性,设备配置专用开拉链机构,优化开袋动作轨迹,有助于提升开袋操作成功率。结合高精度光电检测系统,实时监控袋口状态,确保开袋完整后才触发加料和封口工序,减少因开袋异常导致的物料浪费或停机题。设备与物料接触部分采用不锈钢材质或食品级塑料,符合食品行业卫生标准。整机设计便于清洁维护,机器台面支持直接冲洗,简化清洁流程。结合无油真空泵配置,有效避免生产过程中油污污染的风险,为食品、日化等卫生要求严格的行业提供清洁保障,减少交叉污染隐患。
全系列统一采用V三相电源(Hz),GDB功率为3KW,其余型号4KW,能耗控制合理。压缩空气接口统一要求6m³/min(用户自备气源)。自重设计随型号递增(kgkg),增强高速运行稳定性。复合膜材质适应性配合变频调速,实现能耗与产量的动态匹配。针对拉链自立袋特性,设备配备专用开拉链机构,优化开袋流程,有助于提升开袋成功率。封口环节设有温度监控系统,异常时自动报警,保障封口质量稳定。同步配备"无袋不封口"和"无料不封口"联动控制,避免空袋或封口瑕疵品产生。不锈钢结构与可冲洗设计,便于快速清洁,适应高频次生产需求。

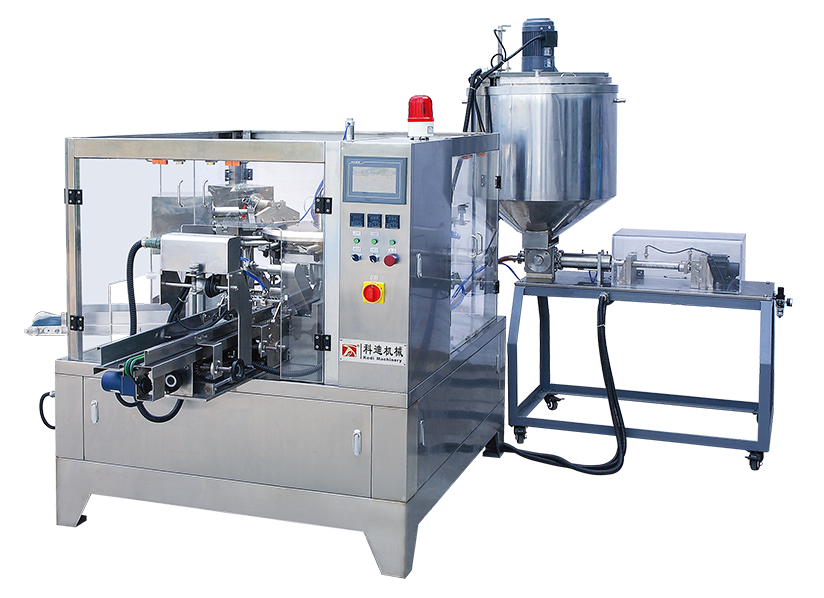
酱液包装机供应商,工序三专设开拉链机构,提升拉链袋开袋成功率;工序四通过机械装置同步开启袋口上下端,为充填做准备。工序七联动完成排气(选配)、闭链与热封动作,温度监控系统实时检测封口状态。结合安全逻辑“开袋不完整不加料”、“未充填不封口”,形成工序间互锁,降低包装瑕疵率。工序间设置多重互锁开袋失败自动跳过充填工位;未检测到充填信号则禁止封口动作;封口温度异常即时停机报警。结合气压监测、色带检测(选配)等防护机制,形成全流程安全闭环。八工位设计配合PLC时序控制,在袋/分钟(GDB)至袋/分钟(GDB)速度区间内保障运行可靠性。

通过变频调速装置,用户可在设备规定范围内灵活调整运行速度,适应不同产能需求。机夹调节采用电机同步控制技术,单按钮操作即可同步调整8组机夹位置,显著缩短规格更换时间,提升产线柔性。兼容拉链自立袋等特殊袋型,满足多样化包装需求。打码选配项(工序二)支持生产日期等信息在线喷印,满足食品医药行业标识要求。振料选配(工序五)通过振动装置促进粉体物料密实填充,减少袋内空隙。排气选配(工序七)针对易挥发产品或精密电子元件包装需求。基础八工位结构兼容选配模块扩展,增强设备场景适应性。